

液压拉力机操作规程详细解读:
一:本次试验的目的
为保证操作者正确使用液压拉力机,准确测量各项试验数据,制定本规程。
二:本次试验的要求
1,开机前确保如下状态:
1.1,液压拉力机两侧缓冲挡板位置适当;
1.2,液压拉力机前面防护网位置适当,操作人员应站立在防护范围内;
1.1,实验所用的卡尺、钢卷尺、记录本、手锤及各种胎具等工具应齐备;
1.1,油箱液压油液面不得低于液位计刻度的1/3;
1.1,前进后退开关置于停止。
1.1,速度开关置于快速。
2.锚索静载试验工作:
2.1,按照MT/T942-2005中第6.3.2图1要求,组装钢绞线与锚具。
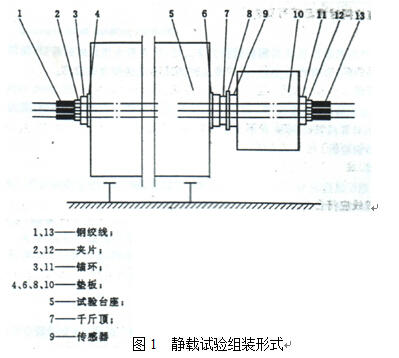
静载试验组装形式
三:按照MT/T942-2005中第6.3.3试验加载方法进行加载;
1,将锚具夹片敲紧,加载之前应将各根钢绞线的初应力调匀,初应力取钢绞线抗拉强度Rm的5%~10%。正式加载步骤为:按钢绞线抗拉强度Rm的20%、40%、60%、80%分4级等速加载,加载速度100Mpa/min为宜,达到80%后,保持载荷1h,随后逐步加载至破坏;
2,进行单根钢绞线-锚具组装件试验时,在拉力试验机的应力达到0.8Rm时,保持载荷时间可以缩短,但不少于10min。
3,按照MT/T942-2005中第6.3.4观察记录
4,按照MT/T942-2005中6.3.4.1图2要求记录各项数据。
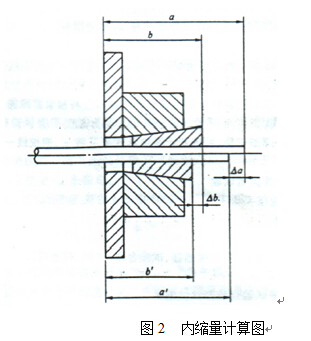
内缩量计算图
5,钢绞线-锚具组装件的内缩量Δa;
6,锚具各零件之间相对位移Δb;
7,钢绞线-锚具组装件的实测极限拉力Fapu;
8,钢绞线-锚具组装件达到实测极限拉力时的总应变εapu;
9,描述记录钢绞线-锚具组装件的破坏部位和形式;
10,在应力达到钢绞线抗拉强度Rm的80%后,在保持载荷1h(单根钢绞线保持载荷10min)时间内观察锚具的变形。
11,按照MT/T942-2005中6.3.4.2要求,静载试验应连续进行三组,三组试验结果均应满足MT/T942-2005的规定。
四:按照MT/T942-2005中6.3.5计算试验结果
锚索锚具效率系数ηa按下列公式计算:ηa=Fapu / Fpm
Fapu――钢绞线-锚具组装件的实测极限拉力,单位为牛顿(N);
Fpm――按钢绞线试件力平均值计算的钢绞线实际平均力,单位为牛顿(N);
ηa――钢绞线-锚具组装件静载试验测得的锚具效率系数;
锚索的静载锚固性能应同时满足下列要求
ηa≥0.95 εapu≥2%
在钢绞线-锚具组装件达到实测极限拉力Fapu时,应当是由钢绞线的断裂,而不应由锚具的破坏所导致,试验后锚具部件会有残余变形,但不应出现肉眼可见的裂纹或破坏。
此实验中,Fpm数值以钢绞线供应方提供的产品质量保证书中钢绞线实测极限拉力试验数据为准。
1,按照MT/T942-2005中6.4要求检测外观尺寸:用肉眼观测和用钢卷尺、游标卡尺检查外观质量和外形尺寸。注意产品外观是否有裂缝。
2,实验完毕后,将油缸退回,后退前先停止,然后按后退按钮。
3,清理现场卫生,保持工作环境清洁。做好日常保养工作。